O que você está procurando
?
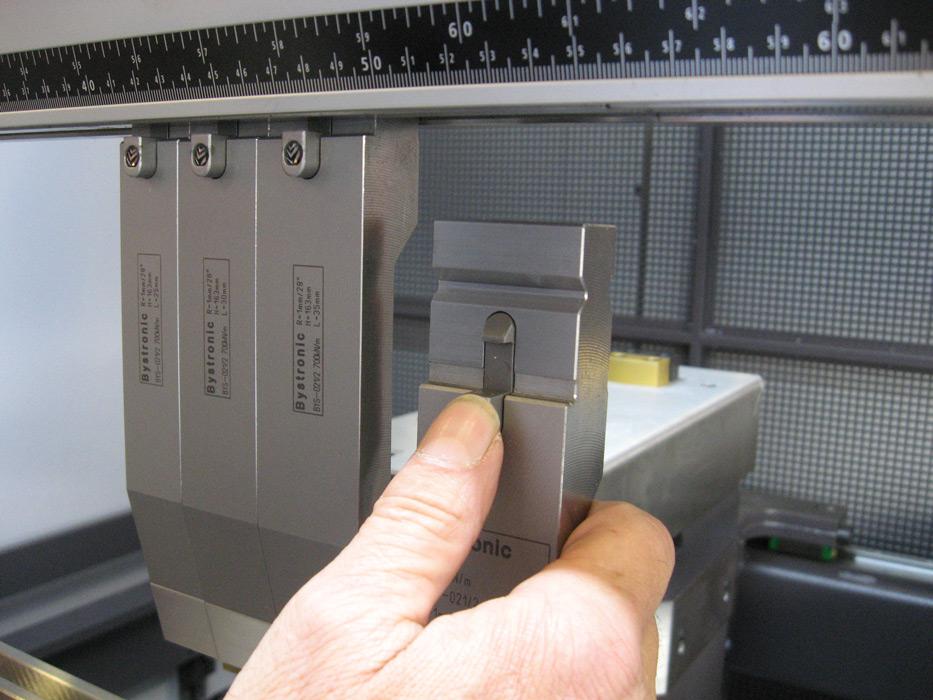
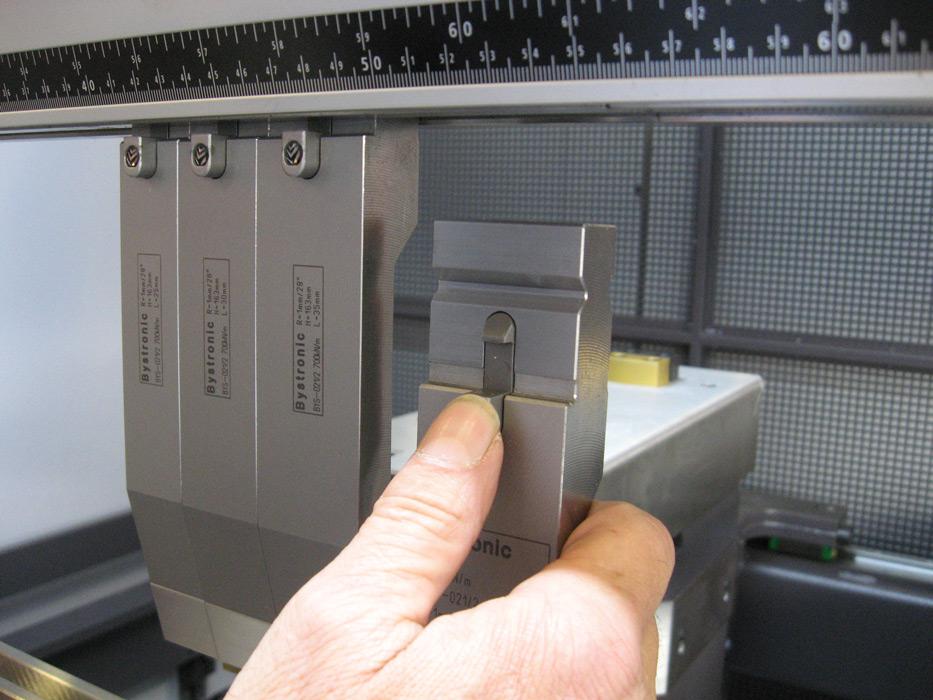
Instalação de auto-retenção. Você deve conseguir carregar as ferramentas com a memória RAM levantada. O sistema de fixação de ferramentas deve segurar múltiplas peças no lugar até que a pressão de fixação seja aplicada (consulte Figura 2).
Auto-assento. À medida que a pressão de fixação é aplicada, os punções são puxados mecanicamente para a posição. Isso elimina a necessidade de colocar o punção na matriz durante a configuração.
Carregamento frontal. Você deve poder instalar ferramentas pela parte frontal da máquina. Isso reduz o tempo de configuração porque você não precisa mais perder tempo deslizando ferramentas a partir da extremidade da prensa dobradeira. Na maioria dos casos, o carregamento frontal também elimina a necessidade de empilhadeiras e pontes rolantes.
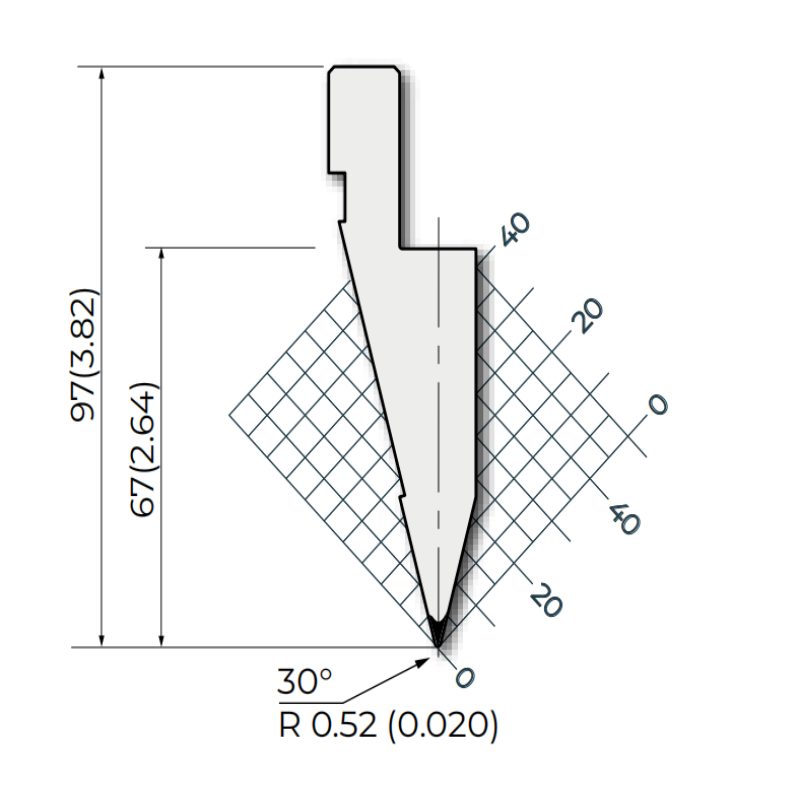
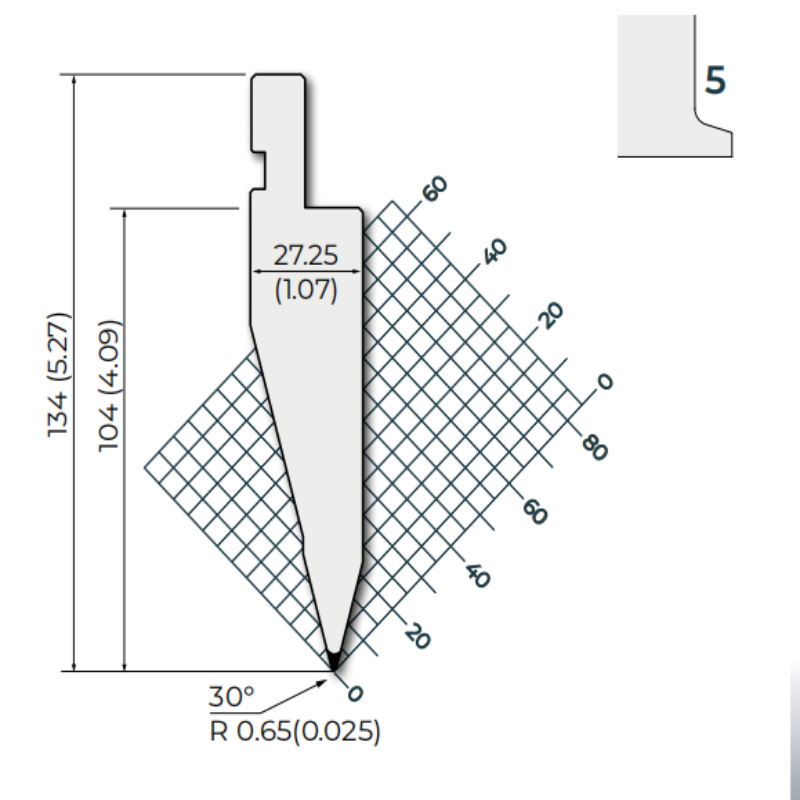
Tamanhos padrão. Ferramentas de altura comum podem reduzir a necessidade de ajustes na máquina ao mudar de trabalho. Os braços de suporte dianteiros, as alturas do encosto e os dispositivos de segurança permanecem em uma posição comum. E como as ferramentas são feitas nas mesmas alturas, você pode adicionar peças prontas para uso e ter certeza de que combinarão com as ferramentas existentes.
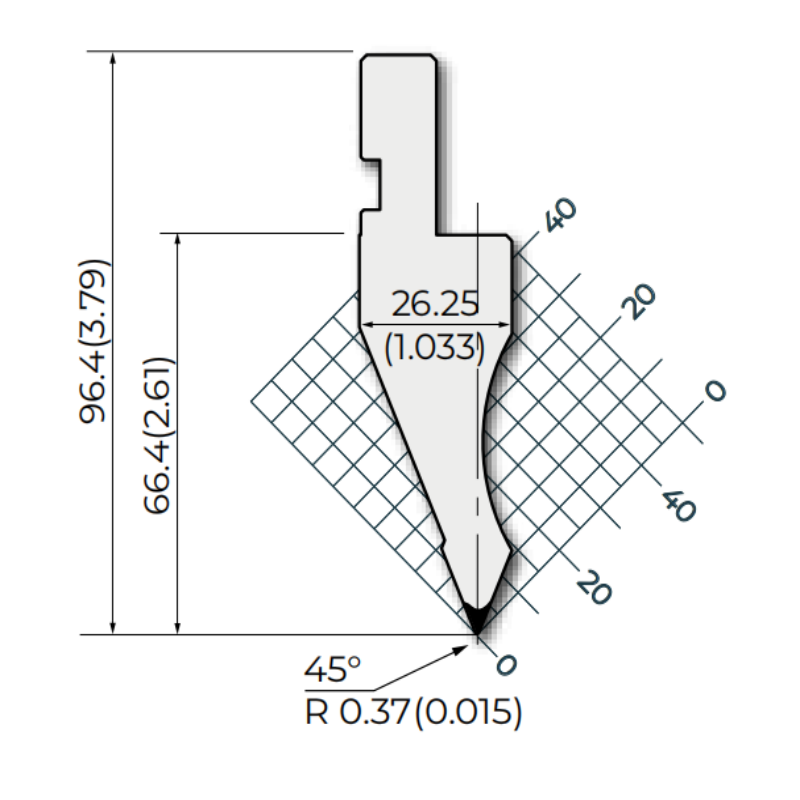
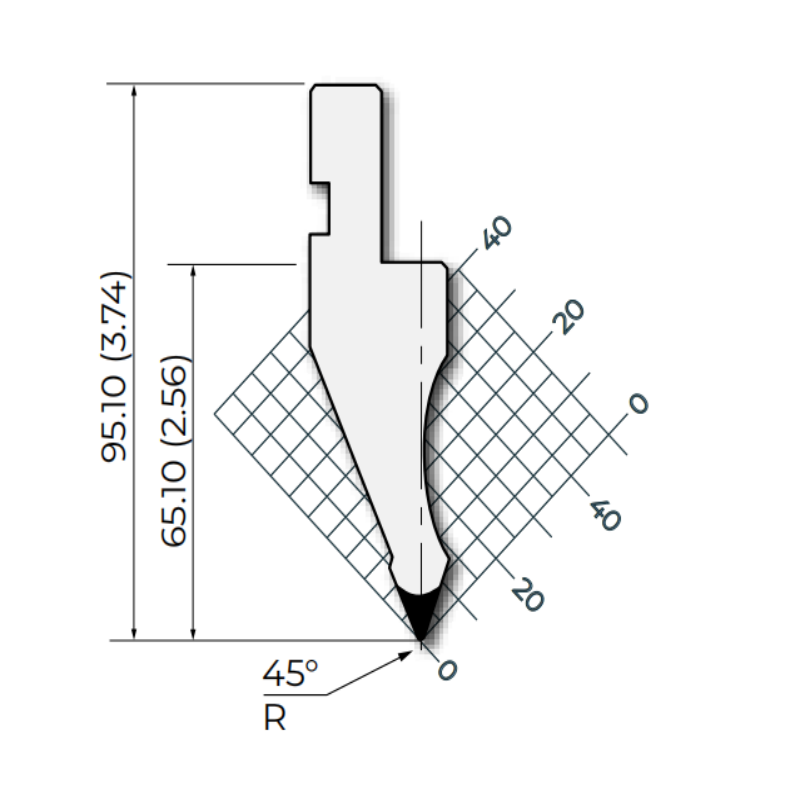
Muitas ferramentas dobradeiras de alta qualidade são fabricadas de acordo com padrões métricos. Portanto, um tamanho nominal de 0,250 pol. A abertura em V é na verdade de 6 mm, ou 0,236 pol. Além disso, as dobras em chapas metálicas têm raios de canto ligeiramente elípticos, então você só precisa chegar perto para acertar. Para simplificar, as dimensões imperiais são arredondadas neste artigo.
Observe que a discussão a seguir concentra-se na flexão do ar, e por boas razões. A tendência é abandonar o fundo ou cunhar e adotar a flexão de ar sempre que possível. Esteja ciente, entretanto, de que nem todas as peças podem ser produzidas usando técnicas clássicas de dobra a ar.
Os operadores de toda a indústria utilizam ferramentas muito diferentes para fabricar peças de qualidade semelhante ou idêntica. Muitos operadores produzem peças aceitáveis com ferramentas incorretas porque não têm acesso às ferramentas corretas. Eles fazem funcionar; mas “fazer funcionar” não é eficiente nem repetível e pode prejudicar seriamente o fluxo de trabalho. As melhores práticas na seleção de ferramentas realmente deveriam ter um objetivo elegantemente simples: obter peças da melhor qualidade no menor tempo possível.







 Rede IPv6 suportada
Rede IPv6 suportada
















{kind=link}